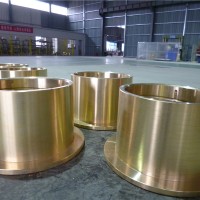
山东正祥工矿定制生产船尾轴铜套,材质是锡青铜,铸造方式是离心铸造,如果您有需要的话,欢迎来图纸定制生产。轴套的技术要求如下:
1、轴套材质一般采用铜合金QSn10-2或ZHMn58-2,对于加工好的铜轴承不允许有裂纹、密集气孔、疏松和砂眼等缺陷。对于不是很严重的缺陷,允许修补。轴承经粗加工后,套装在轴颈上之前,应进行水压试验,试验压力为0.2MPa,5分钟内应无裂纹或泄露现象。
2、轴承的圆度和圆柱度应符合要求。
3、轴承应采用红套或液压套压入到轴上,不得用销子固定。铜套在其红套轴上后应检查其紧密型,在距离尾轴椎体端70mm的距离上,严禁有配合不严密的地方。
4、为减轻轴承红套于轴上的应力集中现象,常在轴套的两端开卸荷槽。
5、艉轴铜套表面粗糙度Ra≤1.6um,拉油槽时,油槽应平直,毛刺应修尽。
6、大于800mm的铜套,铸造方式应该采用离心铸造。
船尾轴是穿过尾轴管伸出船尾的轴,尾轴一端连接螺旋桨,另一头连接齿轮箱或者连轴节再与发动机相连。大型船舶尾轴是安装在两个轴承上的,一个叫尾轴承,也就是船体与水接触的部分。另外一个叫前铜套,是与机舱相接的。
尾轴一般由法兰、轴干、轴颈、锥形轴和螺柱组成,其中轴颈上包含尾轴管总成,尾轴管的作用是支撑螺旋桨和尾轴的重量(尾轴承),尾轴轴套安装在轴颈的尾轴管上。
尾管轴承设在尾管内部,位于水位线以下,工作条件恶劣,即要承受螺旋桨回转时的不均匀悬臂负荷及螺旋桨偶然碰到障碍物时的动力负荷,又要承受船尾和螺旋桨重量及运转过程中可能发生的附加振动力等,由于尾管轴承在船舶航行时很难检查,为了不致因其发生故障而影响船舶,艉轴铜套必须要耐磨耐腐蚀。
我公司铸造船尾轴铜套的主要铸造方式是离心铸造,我们对离心铸造技术撑握充分,保证铜液成型的转速,保证离心铸造铜套的致密度的铸型转速的选择,公司可铸造大型铜套,可铸造毛坯重量可达1吨多,成品重量接近一吨的铜套,如果您有需要欢迎来图纸定制生产。