




生物制药的过程中会产生大量的污染物,如醇类、有机胺类、酯类、苯类、烃类、烷类等有机废气。废气的污染强度大、而且污染成分复杂多变,这些废气如果不经过净化处理,会影响周边的空气质量,造成环境的污染。因此必须对生物制药废气处理,以达到废气的达标排放。
生物制药废气处理方法种类比较多。常用的有:冷凝法、吸收法、燃烧法、催化法、吸附法、生物法、蓄热式氧化法等,下面介绍以下常见的解决方案。
治理方案:
1.针对某些制药行业有机废气尾气中风量大、浓度中低或者浓度不稳定、成分复杂及难以回收利用的场合下,建议采用活性炭进行吸附。
2.针对某些制药行业有机废气尾气中风量小、浓度高、成分复杂及难以回收利用的场合下,建议采用蓄热焚烧装置(RTO)处理后排放。
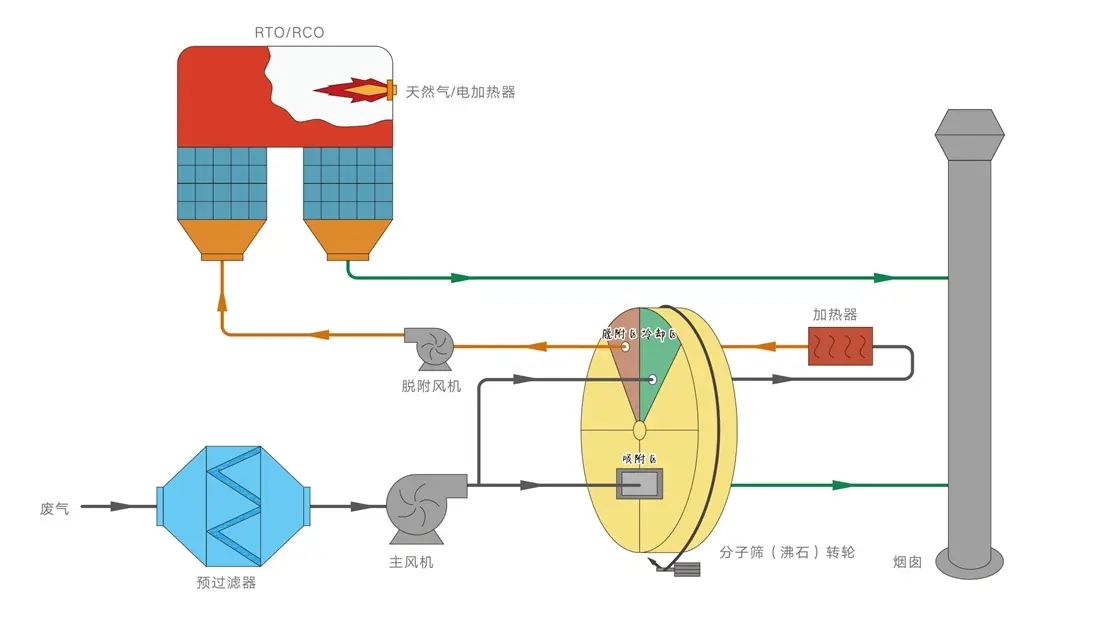
3.针对某些制药行业有机废气尾气中风量小、浓度高、成分复杂及难以回收利用,不含氯磷等易使催化剂中D的元素的场合下,建议采用活性炭吸附脱附+催化燃烧处理后排放。
方案概述:
针对某些制药行业有机废气尾气中风量大、浓度中低或者浓度不稳定、成分复杂及难以回收利用的场合下,建议采用活性炭进行吸附,净化废气中的有机成分,然后采用水蒸气脱附回收废气中有价值的成分,Z终达到环保要求和资源回收的目的。
工艺流程:
活性炭吸附回收有机废气装置设置多个吸附器,共用一套管路系统,运行时吸附器依次进入吸附状态。有机废气经预处理后由吸附器下部进入吸附器内部,穿过活性炭,净化后的气体由吸附器顶部排出。
方案概述:
针对某些制药行业有机废气尾气中风量小、浓度高、成分复杂及难以回收利用的场合下,建议采用能蓄热焚烧炉(RTO)处理后排放。系统采用两室、三室或多室RTO,处理效率可达95%—99%以上,同时能充分收集有机废气燃烧产生的热能,用于装置运行。
制药车间经预处理的废气先首先经过蓄热室预热,然后进入燃烧室,加热升温到800℃左右,使VOCs氧化分解成CO2和H2O;氧化后生成的高温烟气再通过另一个蓄热室释放热量,然后排出RTO系统。三室型RTO运行操作过程,单个蓄热室在进气、吹扫、排气三种状态之间反复切换,当一个循环后,VOCs始终进入到在上一循环时排出净化气的蓄热室,而原来进入VOCs的蓄热室则用净化气或空气清扫,并将残留的未反应VOCs送回至燃烧室进行氧化,然后与净化空气一起从冲洗过的蓄热室排出。该过程不断循环交替,从而有效降低废气处理后的热量排放,同时节约了废气氧化升温时的热量损耗,使废气在高温氧化过程中保持着较高的热效率(热效率95%左右),其设备安全可靠、操作简单、维护方便,运行成本低,VOCs净化效率高达99%。
工艺流程:
有机废气先通过干式过滤,将废气中颗粒状污染物截留去除,然后进入活性炭吸附床进行吸附,利用具有大比表面积的蜂窝状活性炭将有机溶剂吸附在活性炭表面,处理后干净的气流经过风机、烟囱高空排放。
活性炭经过吸附运行一段时间后达到饱和,启动系统的脱附-催化燃烧过程,通过热气流将原来已经吸附在活性炭表面的有机溶剂脱附出来,并经过催化燃烧反应转化生成CO2和水蒸气等无害物质,并放出热量,反应产生的热量经过热交换部分回用到脱附加热气流中,当脱附达到一定程度时放热跟脱附加热达到平衡,系统在不外加热量的情况下完成脱附再生过程,即吸附过程为连续式处理工艺,在备用吸附装置投入使用同时,饱和吸附箱则进行脱附工作,脱附后活性炭箱预备至下次循环使用。

鑫蓝环保科技(昆山)有限公司,专注于大型工厂废气处理、粉尘处理,是一家集废气粉尘处理系统设计、制造与销售为一体的生产厂家。主营产品有RTO蓄热焚烧、RCO催化燃烧、有机废气处理设备、防爆除尘器、酸碱废气处理设备、滤筒除尘器、布袋除尘器、单机除尘器、仓顶除尘器、旋风除尘器、喷淋塔、活性炭吸附箱、静电除油设备等等。

如有生物制药废气处理方面的问题需要解决,欢迎与我们公司取得联系。解决1500+企业粉尘问题,一厂一方案过环评!